

How to Choose Between Mono and Color Cameras for Industrial Applications: A Clear Guide
When it comes to industrial cameras, one decision can make or break your project: “mono or color?” It’s not just about aesthetics—choosing the right camera type impacts everything from precision to cost in applications like quality control, robotics, or automated inspection. With machine vision powering industries worldwide, picking between a monochrome camera’s sharp contrast and a color camera’s rich detail is a pivotal step. But how do you decide?
In this guide, we’ll walk you through the key differences, real-world use cases, and practical tips to help you choose wisely. Whether you’re inspecting circuit boards or sorting fruit on a conveyor belt, we’ve got you covered. Let’s dive in and shed light on this black-and-white (or colorful) dilemma!
Why Your Choice Matters
Industrial cameras are the eyes of automation. They capture images that machines analyze to make split-second decisions—think spotting a defect or guiding a robotic arm. Monochrome cameras deliver grayscale images, excelling in contrast and clarity, while color cameras bring the full spectrum, adding layers of information. Your choice hinges on what your system needs to “see” and how it processes that vision. Get it wrong, and you risk missed defects, slower performance, or bloated costs.
Mono Cameras: Precision in Simplicity
What They Are?
Monochrome cameras capture images in shades of gray, from pure black to bright white. Without color filters, they focus solely on light intensity, making them a go-to for high-precision tasks.
Advantages
- Superior Contrast: Monochrome sensors detect subtle differences in light, ideal for spotting tiny cracks or edges.
- Higher Sensitivity: They perform better in low-light conditions since they don’t split light into color channels.
- Cost-Effective: Simpler design often means a lower price tag and less processing power needed.
Best Use Cases
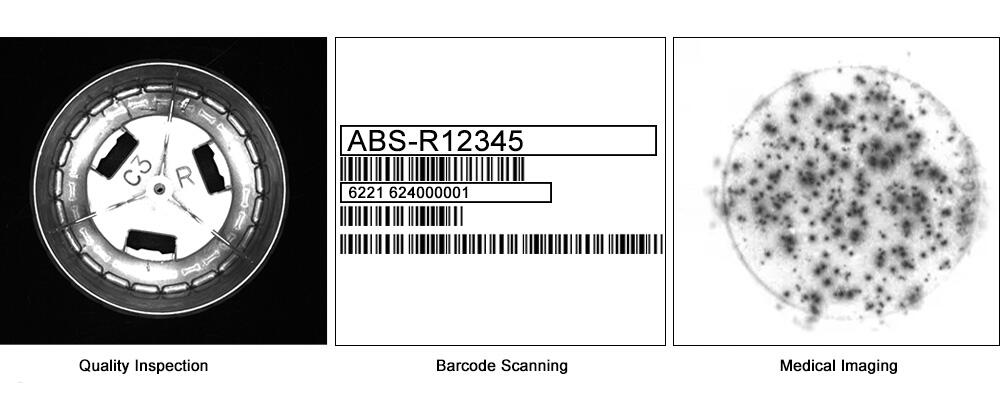
- Quality Inspection: Checking for surface defects on metal parts or semiconductors where contrast trumps color.
- Barcode Scanning: Reading fine lines and patterns doesn’t need hues—just sharp clarity.
- Medical Imaging: Analyzing X-rays or tissue samples relies on grayscale precision.
The Catch
No color data. If your application needs to distinguish red from blue—like sorting colored widgets—monochrome won’t cut it.
Color Cameras: Seeing the Full Picture
What They Are?
Color cameras use filters (like Bayer patterns) to capture red, green, and blue light, producing vibrant, detailed images. They mimic human vision, adding context to what’s seen.
Advantages
- Rich Detail: Color reveals characteristics like rust on steel or ripeness in produce.
- Versatility: They handle diverse tasks where color is a key identifier.
- User-Friendly Output: Images are easier for humans to interpret during manual reviews.
Best Use Cases
- Food Processing: Sorting apples by redness or spotting mold by its hue.
- Packaging: Verifying label colors or ensuring branding consistency.
- Automotive: Inspecting painted surfaces or wiring harnesses by color coding.

The Catch
Color comes at a cost—literally and technically. These cameras can be pricier, less sensitive in dim light, and require more processing power, which might slow down high-speed systems.
Key Factors to Consider:
1. Application Needs
Ask: Does my task rely on contrast or color? If you’re detecting hairline fractures, monochrome wins. If you’re matching paint shades, color is king.
2. Lighting Conditions
Dim environments favor monochrome’s sensitivity. Bright, controlled lighting suits color cameras, ensuring accurate hues.
3. Resolution and Speed
Monochrome often delivers sharper images at higher frame rates—crucial for fast-moving production lines. Color sacrifices some of that for richer data.
4. Budget
Monochrome setups are typically leaner on cost and computing resources. Color might demand a bigger investment upfront.
5. Software Compatibility
Check your machine vision software. Some algorithms thrive on grayscale simplicity; others need RGB data to shine.
Real-World Examples
- Electronics Manufacturer: A company inspecting solder joints opts for monochrome cameras. Why? The stark contrast highlights flaws without color distractions.
- Fruit Packer: A processing plant chooses color cameras to sort oranges by ripeness—green, orange, or overripe—where hue is the deciding factor.
These examples show there’s no one-size-fits-all. It’s about matching the tool to the job.
Pro Tips for Decision-Making
- Test Both: If budget allows, run a pilot with sample images from each camera type. Compare results against your goals.
- Consult Experts: Camera vendors or integrators can recommend specs based on your setup.
- Future-Proof: Consider if your needs might evolve—say, adding color-based tasks later. A hybrid system might be worth exploring.
The Bottom Line
Monochrome cameras excel in precision and efficiency, making them stars for high-contrast, low-light tasks. Color cameras shine when detail and differentiation are non-negotiable. Your choice boils down to what your application demands—clarity or context—and how it fits your budget and workflow.
Are you ready to contact HIFLY?
Choosing the right industrial camera doesn’t have to feel like a shot in the dark. Need help narrowing it down? Contact our machine vision experts today for a tailored recommendation—or explore our range of monochrome and color cameras to see what fits your line. Don’t let the wrong choice blur your vision. Act now and get your system seeing clearly!





