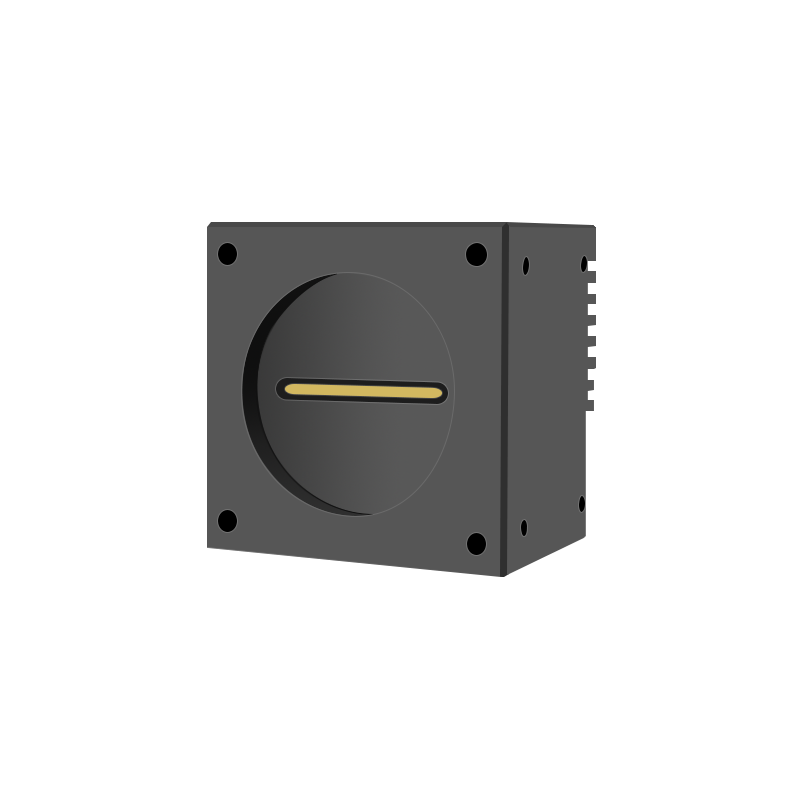
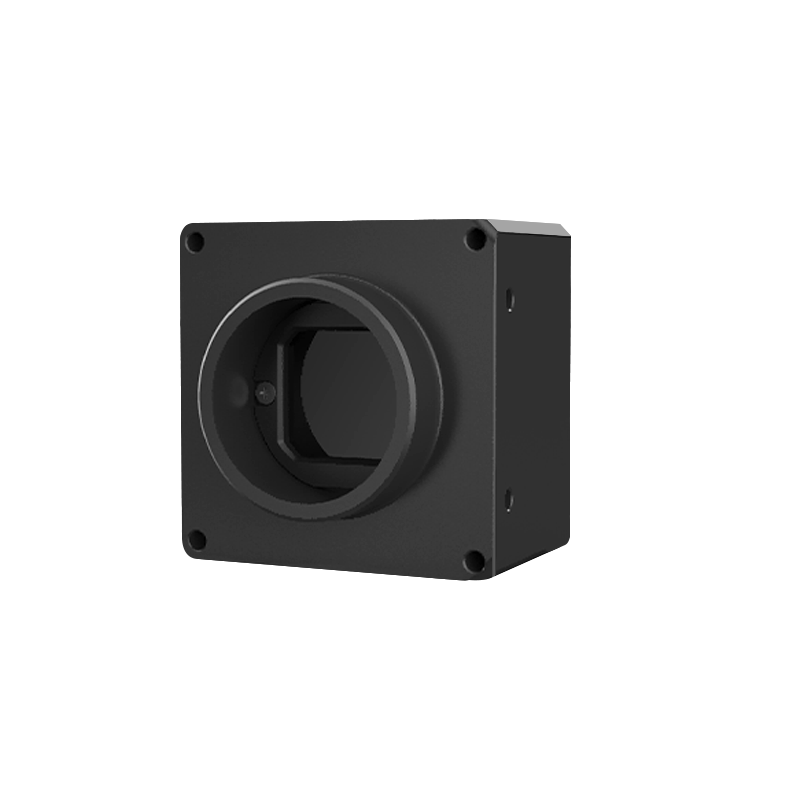
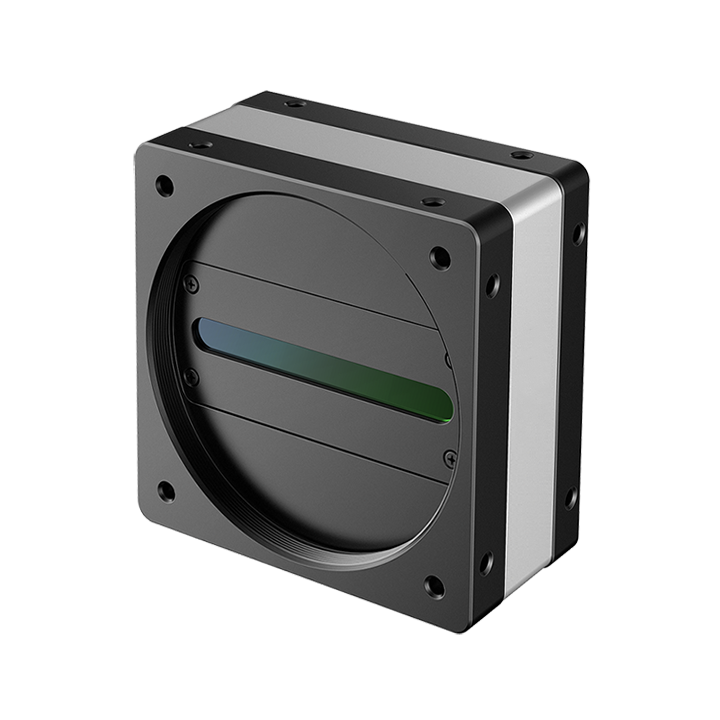
HIFLY High-Performance Machine Vision Camera for Precision Applications
The HIFLY machine vision camera is engineered for precision and efficiency in various industrial applications. With advanced imaging technology, this camera delivers high-resolution images, enabling accurate inspections and measurements. Its robust design ensures reliability in demanding environments, making it ideal for quality control, automation, and robotics. The camera features user-friendly software integration, allowing seamless setup and operation. Experience enhanced productivity and reduced downtime with the HIFLY machine vision camera, your ultimate solution for achieving exceptional imaging performance.
Get A Quote