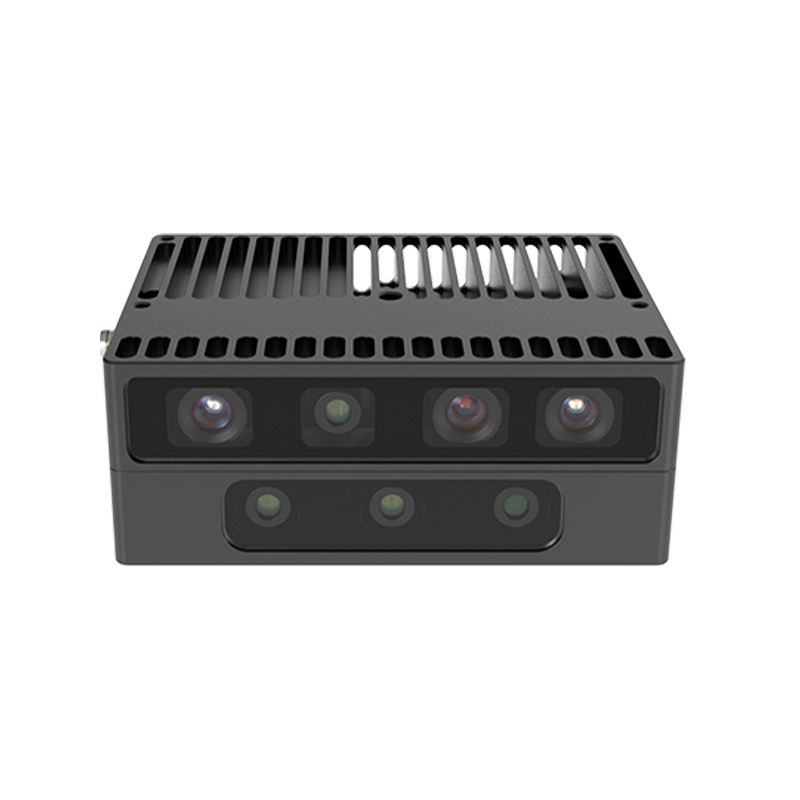
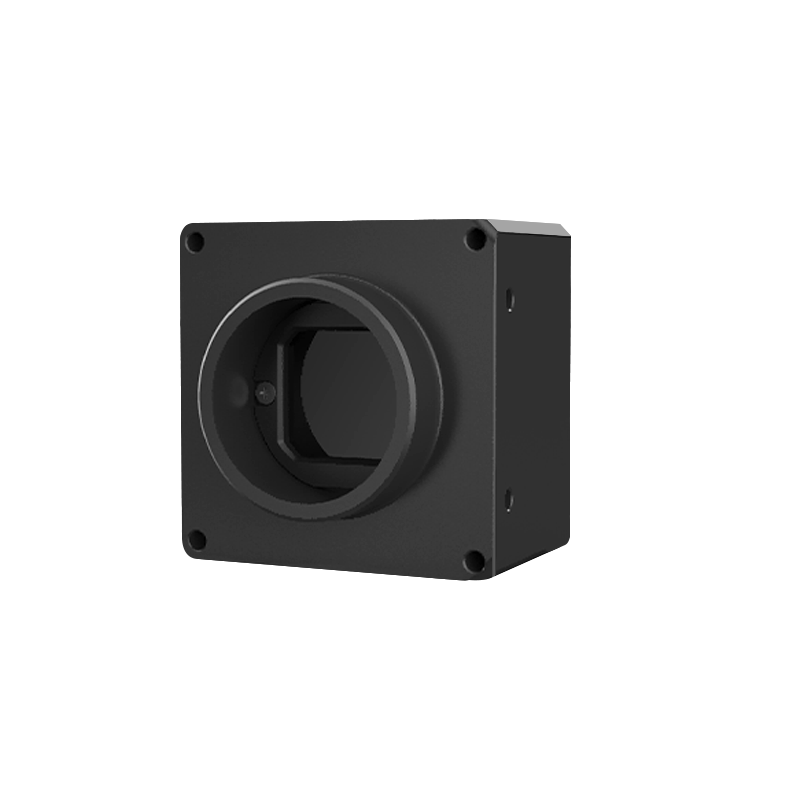
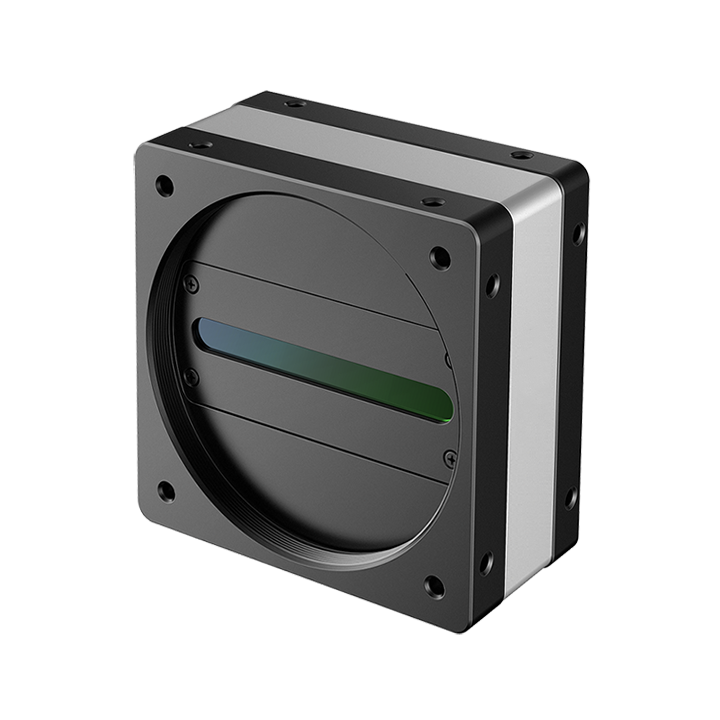
HIFLY Reliable Machine Vision Camera for Industrial Automation
Enhance your industrial automation with the HIFLY machine vision camera, built for reliability and performance. This camera offers exceptional image quality, allowing for precise monitoring and analysis. Its durable construction and high-speed processing capabilities make it suitable for fast-paced production lines. With easy installation and integration, the HIFLY camera simplifies the automation process, ensuring efficient workflow management. Invest in the HIFLY machine vision camera to achieve greater accuracy and consistency in your operations.
Get A Quote