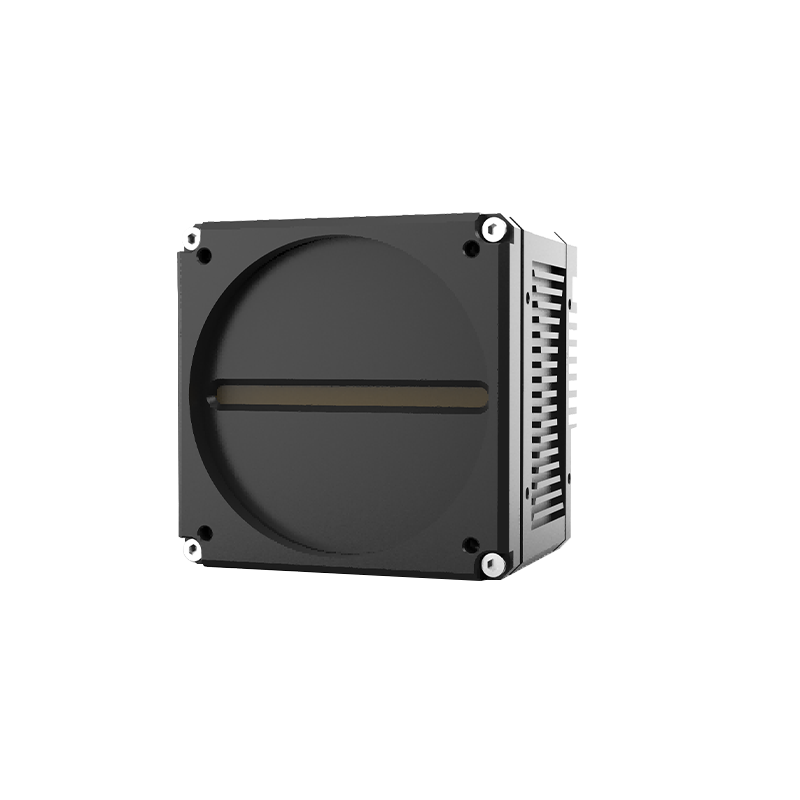
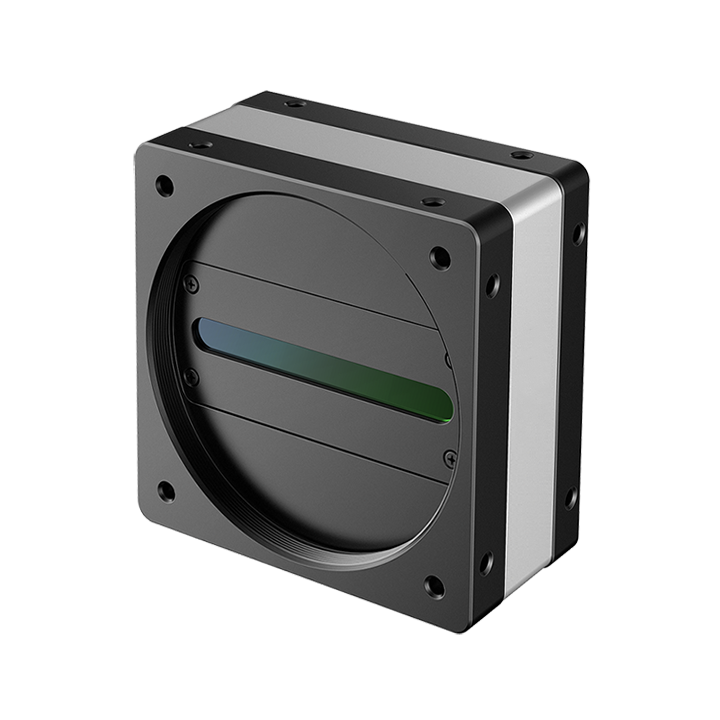
HIFLY Advanced Machine Vision Camera for Enhanced Imaging Solutions
Discover the capabilities of the HIFLY machine vision camera, designed to elevate your imaging solutions. This camera incorporates cutting-edge technology to provide crystal-clear images, even in low-light conditions. With its versatile features, it supports various industrial tasks, from assembly line inspections to defect detection. The camera's adaptability ensures it meets the specific needs of different applications, delivering consistent and reliable results. Choose the HIFLY machine vision camera to optimize your processes and enhance overall operational efficiency.
Get A Quote