Reliable Machine Vision Cameras for Industrial Automation by HIFLY
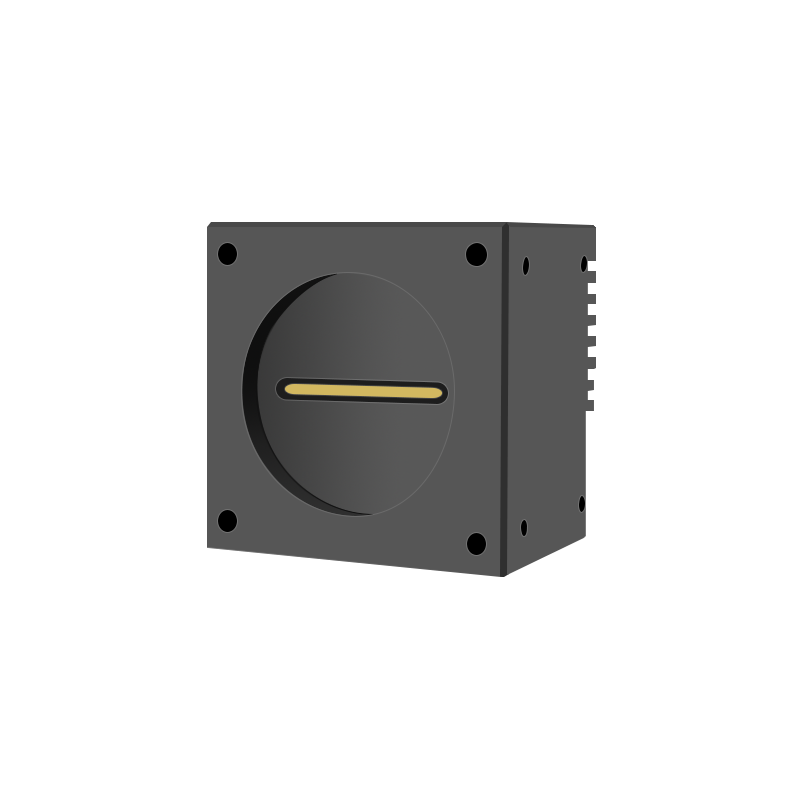
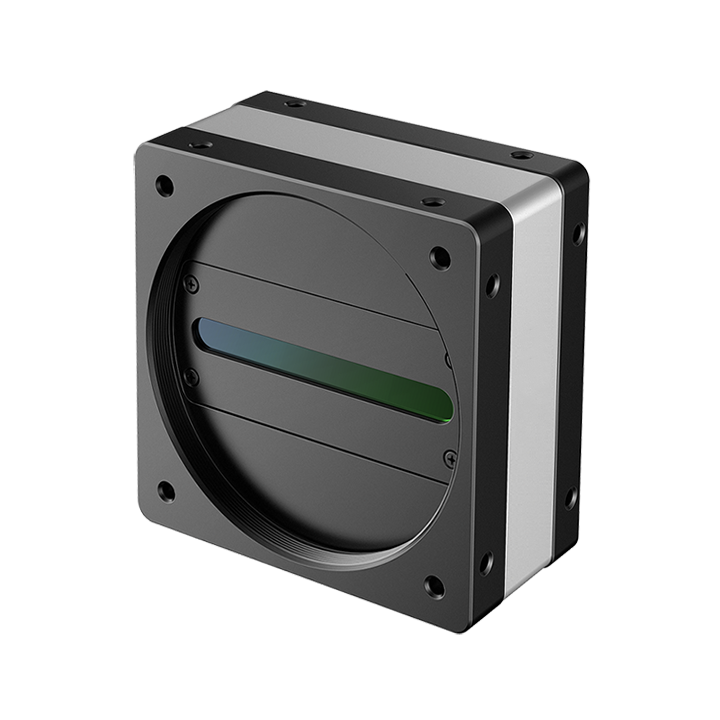
HIFLY’s machine vision cameras are renowned for their reliability in industrial automation settings. Designed for continuous operation under demanding conditions, these cameras provide high-performance imaging for various applications, including defect detection, sorting, and process control. HIFLY ensures top-tier camera solutions that help businesses optimize workflows and achieve greater precision in their production lines, ensuring efficient and error-free operations. Trust HIFLY to deliver robust imaging solutions tailored to your automation needs.
Get A Quote