Головна сторінка > Розчини > Напівпровідники/інтегральні схеми
У частині якісного контролю цього проекту напруга вимірюється за допомогою двох зондів, які прокалюють кінці спаянних з'єднань відповідно, щоб визначити, чи є доброякісний контакт спаянних з'єднань на платі PCB і виключити проблемні продукти.
Поділитися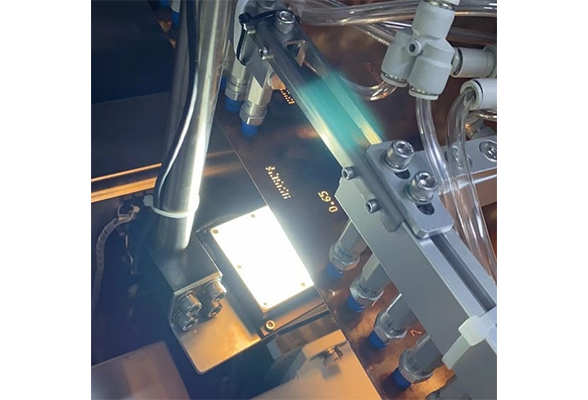
1). Підґрунтя проекту:
Опис вимог:
Спочатку верхня камера робить фотографію плати PCB, і вказуються координати паяльних сполук, які потрібно виміряти, для приблизного позиціонування. Потім дві маніпулятори відповідно переносять зонд до відповідних координат, щоб сфотографувати паяльну сполуку, виконати точне позиціонування, а потім разом ткнути у паяльну сполуку для вимірювання напруги та визначення, чи є паяльна сполука придатною.
Болючі точки та проблеми:
1.Використовуючи традиційний підхід, загальні витрати на камеру, об'єктив, джерело світла, контролер джерела світла тощо є вищими.
2.Традиційний підхід має складний процес, високі вимоги до персоналу, що проводить налагодження на місці, і високі трудовкладені витрати.
3.Традиційне рішення має довгий період налагодження і не може бути швидко запущено.
2). Архітектура рішення:
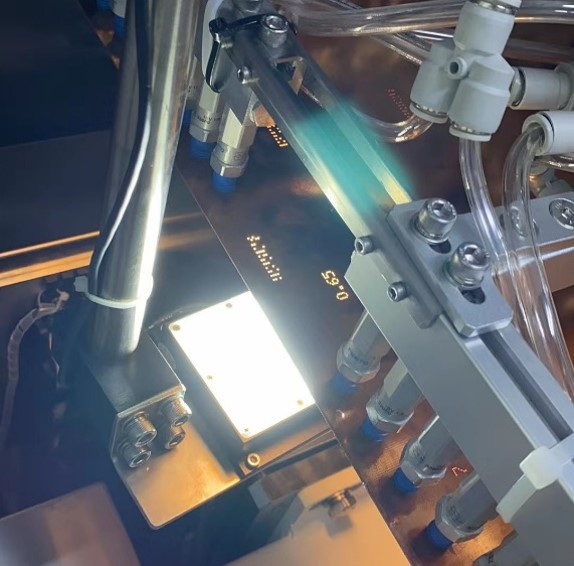
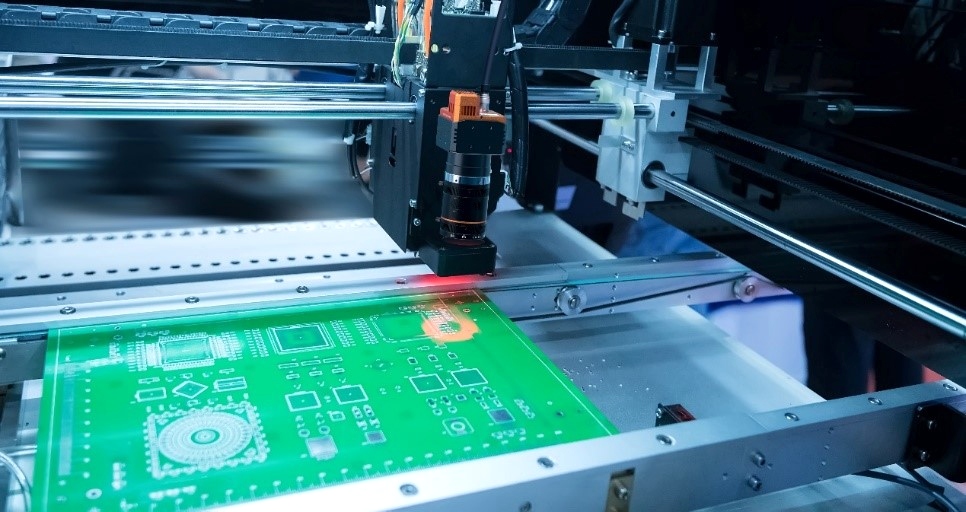
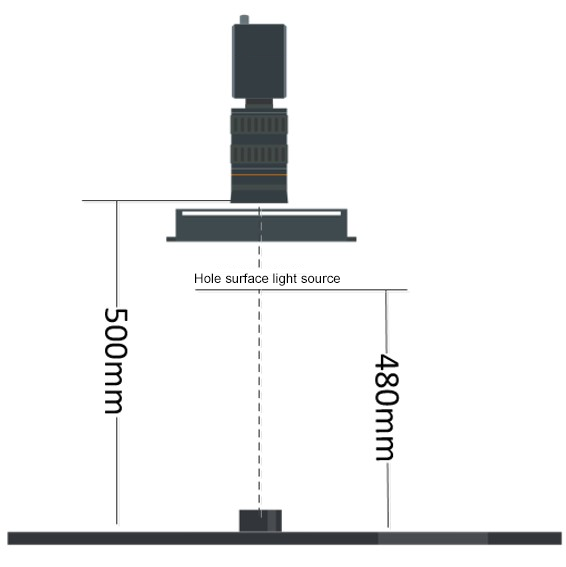
Діаграма установки:
Процес налагодження:
1. Маніпулятор переносить калібрувальний arkus і підтримує ту саму висоту з платою PCB. Робить фотографії на камеру, будує процес за допомогою VM, отримує фізичні координати маніпулятора через протокол TCP спілкування і проводить дев'ятиточкову автоматичну калібрування.
2. Роботизована рука несе інтелектуальну камеру для фотографування калібрувальної дошки, проводить точкове маркування та генерує калібрувальні файли за допомогою зображень і фізичних координат дев'яти точок.
3. Позиція плати PCB надсилається до роботизованої руки, і роботизована рука несе smart-камеру до відповідної позиції для фотографування сварного шва.
4. Smart-камера використовує точковий пошук, щоб обрамити кожну позицію сварного шва у порядку, калібрувати координати та конвертувати їх для сортування.
5. Після виявлення різниці між позицією калібрувального фото smart-камери і позицією виробничого фото, додається значення конвертації калібрування сварного шва, щоб отримати фактичну позицію кожного сварного шва.
3). Переваги програми:
1. Використовуйте верхню камеру для зйомки координат маніпуляторів з обох боків напряму, і після зйомки через калібрування та перетворення два маніпулятори досягають цільової точки напряму, що значно заекономлює час руху маніпулятора. Цілий процес зменшився з 15 секунд до приблизно 5 секунд.
2. За допомогою зменшення прямокутної коробки пошуку з'єднань та індивідуального позиціонування кожного з'єднання, воно може добре визначити розташування з'єднань. Замовник вимагає точності 0,1 мм, а поточна точність досягає 0,05 мм, щоб задовольнити потреби клієнта.
3. цей проект є класичним прикладом спільного використання розумної камери та промислової камери, реальний проект можна вибирати відповідно до фактичних потреб відповідний тип камери, навіть дві разом, щоб пристосуватися до середовища клієнта та досягти відповідного ефекту.
4. Початковий план клієнта передбачав відправку координат до відповідної позиції верхньої камери після зроблення першого знімка, а потім відправку координат для другого знімка після зроблення другого знімка. Зараз потрібно лише один раз зробити знімок і викликати різні калібрувальні файли, щоб одночасно керувати роботизованими руками 1 і 2, а загальна ефективність зросла на 20%.