Page d'accueil > Solutions > Les produits de base sont les produits de base de la série A.
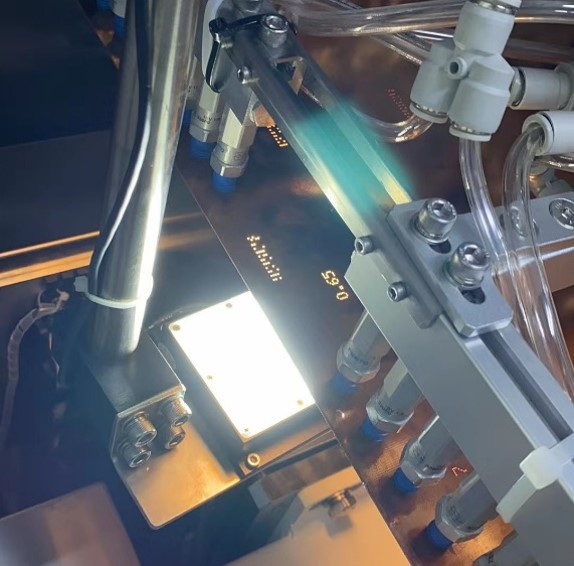
Dans la partie du contrôle qualité de ce projet, la tension est mesurée en utilisant deux sondes pour piquer chacune des extrémités des joints de soudure respectivement, afin de juger si les joints de soudure sur la carte PCB sont bien en contact et d'éliminer les produits défectueux.
Partager
1). Contexte du projet :
Description du besoin :
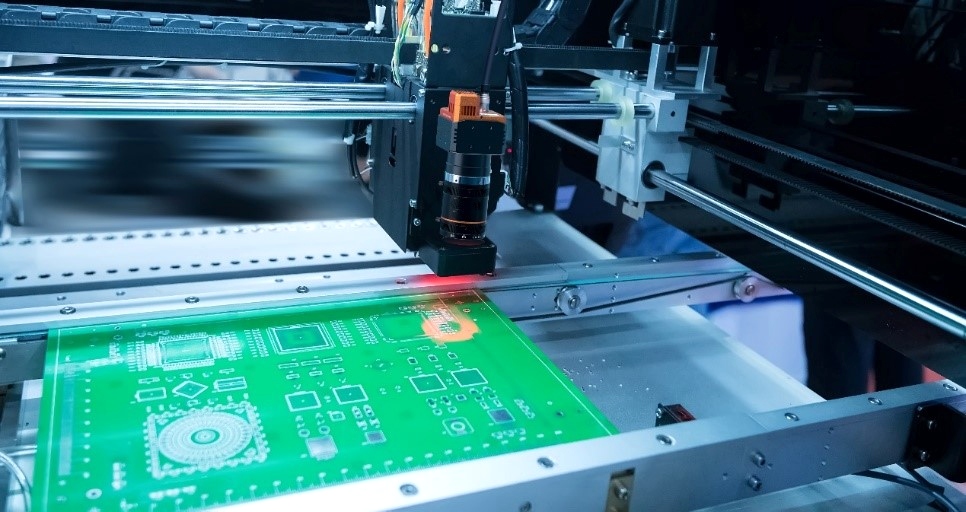
Tout d'abord, la carte PCB est photographiée par la caméra supérieure, et les coordonnées des joints de soudure qui doivent être mesurés sont fournies pour un positionnement approximatif. Ensuite, les deux manipulateurs transportent respectivement une sonde vers les coordonnées correspondantes pour photographier le joint de soudure, effectuer un positionnement précis, puis piquer ensemble le joint de soudure pour mesurer la tension et déterminer si le joint de soudure est bon.
Points douloureux et problèmes :
1.En utilisant le schéma traditionnel, l'ensemble des coûts de la caméra, de l'objectif, de la source lumineuse, du contrôleur de source lumineuse et autres est plus élevé.
2.Le schéma traditionnel a un processus complexe, avec de hautes exigences pour le personnel de débogage sur place, et des coûts de main-d'œuvre élevés.
3.La solution traditionnelle a une longue période de débogage et ne peut pas être lancée rapidement.
2). Architecture de la solution :
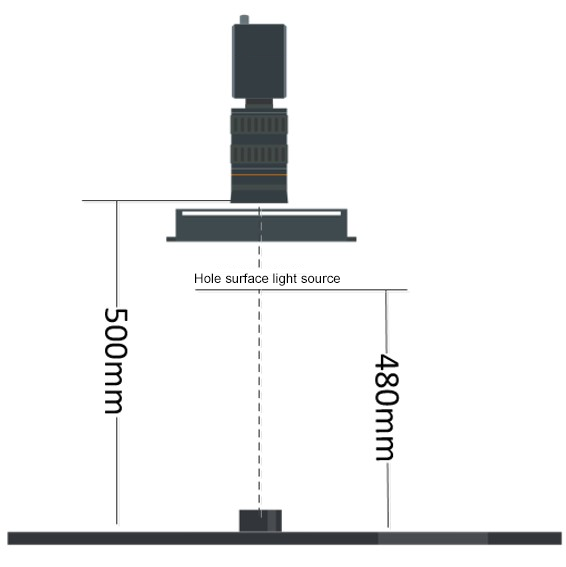
Schéma de montage :
Processus de débogage :
1. Le manipulateur transporte la feuille d'étalonnage et maintient la même hauteur que le circuit imprimé. Prendre des photos avec l'appareil photo, construire le processus avec VM, recevoir les coordonnées physiques du manipulateur via le protocole de communication TCP, puis effectuer un étalonnage automatique en neuf points.
2. Le bras robotisé transporte une caméra intelligente pour photographier la plaque d'étalonnage, effectuer des tampons ponctuels et générer des fichiers d'étalonnage à partir des images et des coordonnées physiques de neuf points.
3. La position du circuit imprimé est transmise au bras robotisé, qui transporte la caméra intelligente à la position correspondante pour photographier la jonction soudée.
4. La caméra intelligente utilise une recherche ciblée pour encadrer chaque position de la jonction soudée dans l'ordre, calibrer les coordonnées et les convertir afin d'atteindre le tri.
5. Après avoir fait la différence entre la position de la photo d'étalonnage de la caméra intelligente et la position de la photo de production, ajouter la valeur de conversion d'étalonnage de la jonction soudée pour obtenir la position réelle de chaque jonction soudée.
3). Avantages du programme :
1. Utilisez une caméra supérieure pour prendre des photos des coordonnées des manipulateurs des deux côtés directement, et les deux manipulateurs atteignent le point cible directement après avoir pris des photos via calibration et transformation, et il n'est pas nécessaire d'y aller tour à tour, ce qui économise considérablement le temps de mouvement du manipulateur. Le processus entier est passé de 15 secondes à environ 5 secondes.
2. En réduisant la boîte rectangulaire de recherche des soudures et en positionnant chaque soudure individuellement, elle peut être bien positionnée à l'emplacement de la soudure. Les clients exigent une précision de 0,1 mm, et la précision actuelle atteint 0,05 mm pour répondre aux besoins des clients.
3. ce projet est un projet classique utilisant à la fois une caméra intelligente et une caméra industrielle. Selon les besoins réels du projet, on peut choisir le type de caméra approprié, voire utiliser les deux ensemble pour s'adapter à l'environnement client et obtenir l'effet correspondant.
4. Le plan initial du client consistait à envoyer des coordonnées à la position correspondante de la caméra supérieure après avoir pris la première photo, puis à envoyer des coordonnées pour la deuxième photo après l'avoir prise. Le plan actuel n'exige de prendre qu'une seule photo et d'appeler différents fichiers de calibration pour contrôler simultanément les bras robotisés 1 et 2, ce qui a augmenté l'efficacité globale de 20 %.