HIFLY Machine Vision Cameras for High-Performance Industrial Image Processing
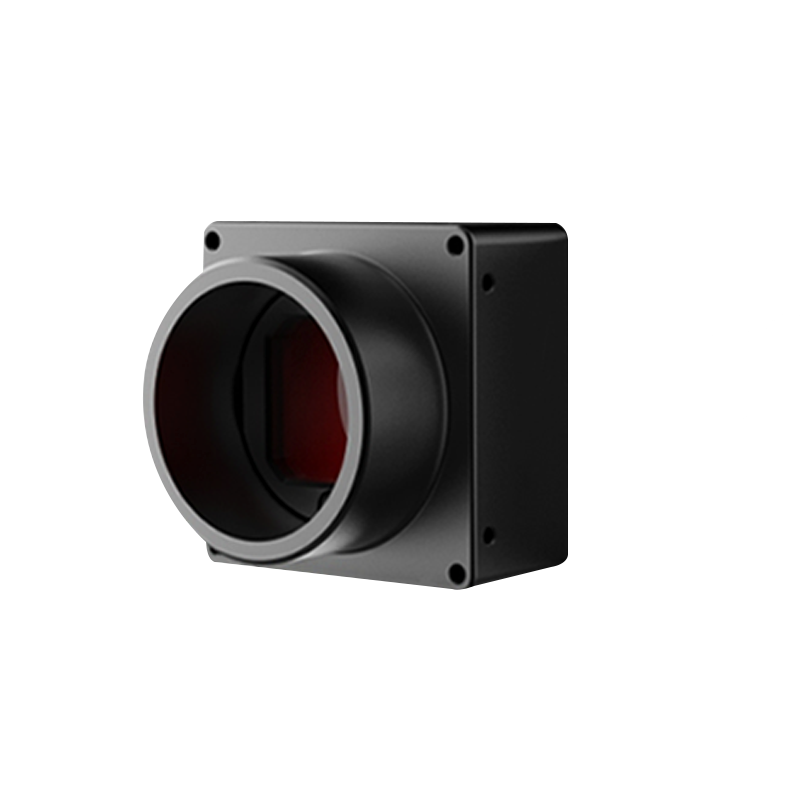
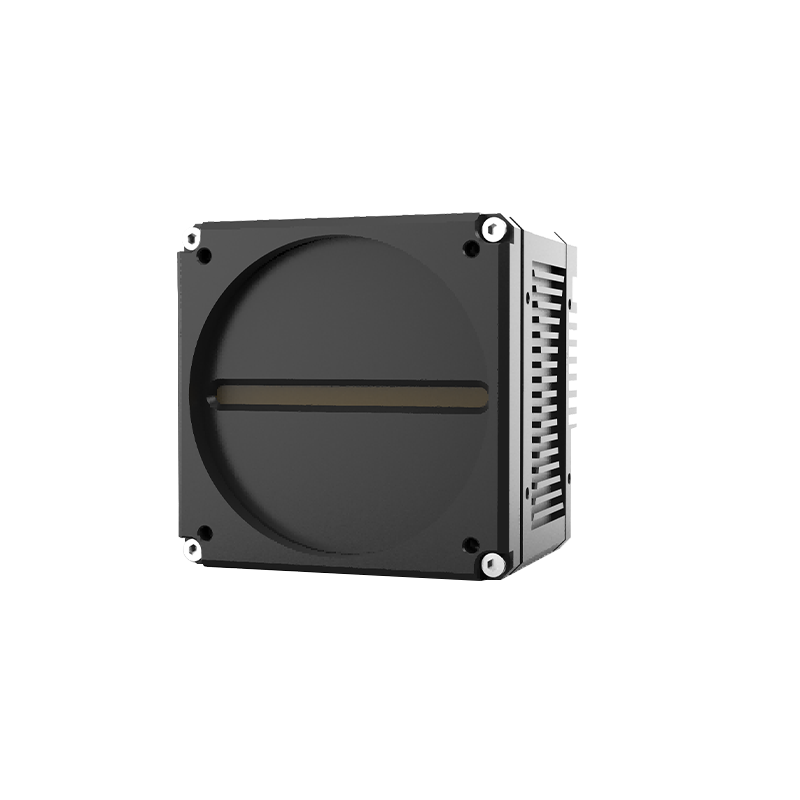
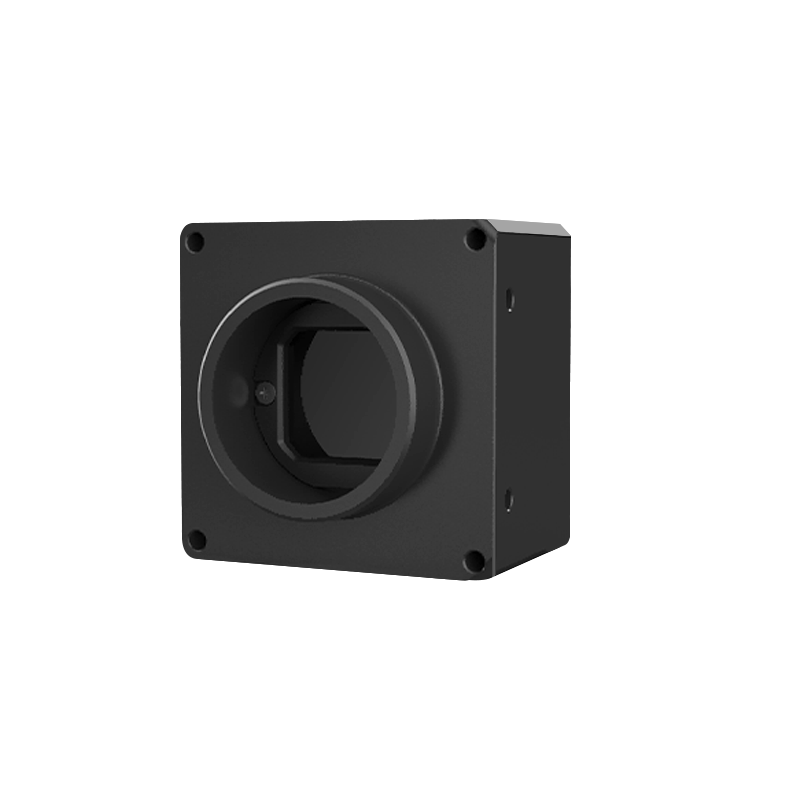
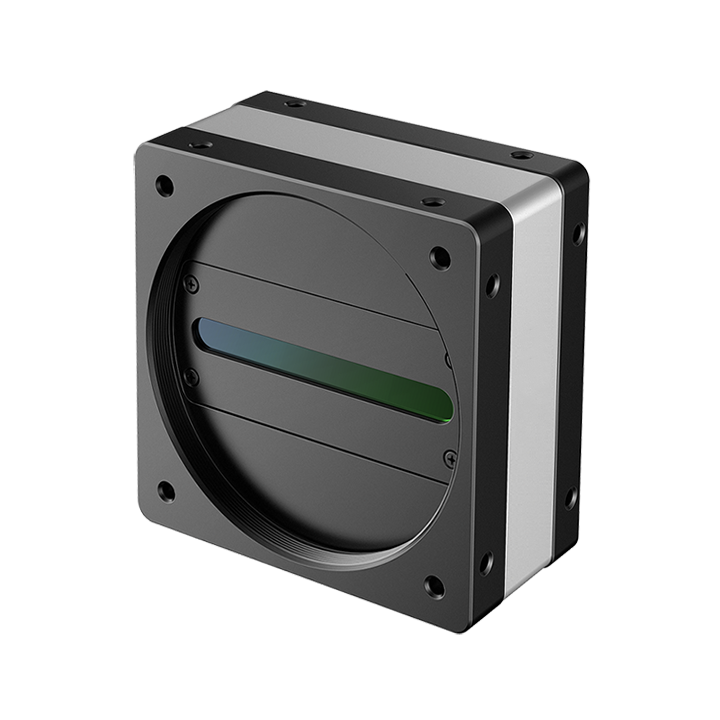
HIFLY machine vision cameras offer high-performance imaging solutions for industrial image processing tasks. These cameras are equipped with powerful sensors that deliver clear, high-resolution images critical for applications such as quality control and machine learning. With HIFLY’s cameras, you can achieve real-time visual analysis, improving process accuracy and operational efficiency. From production lines to logistics, HIFLY provides the imaging power needed to keep industries running smoothly.
Get A Quote