HIFLY Machine Vision Cameras for High-Precision Industrial Imaging Solutions
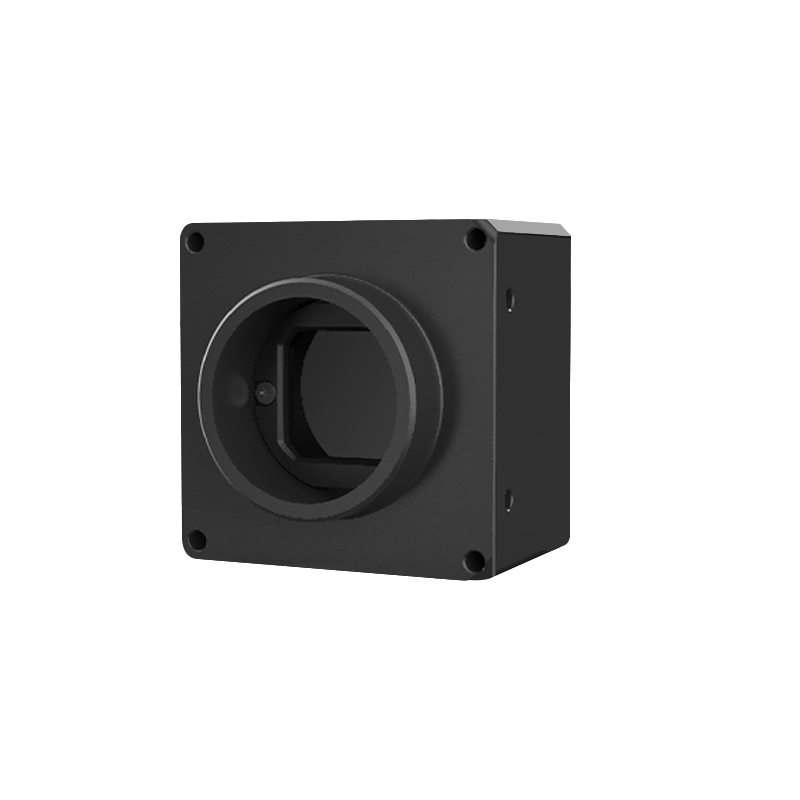
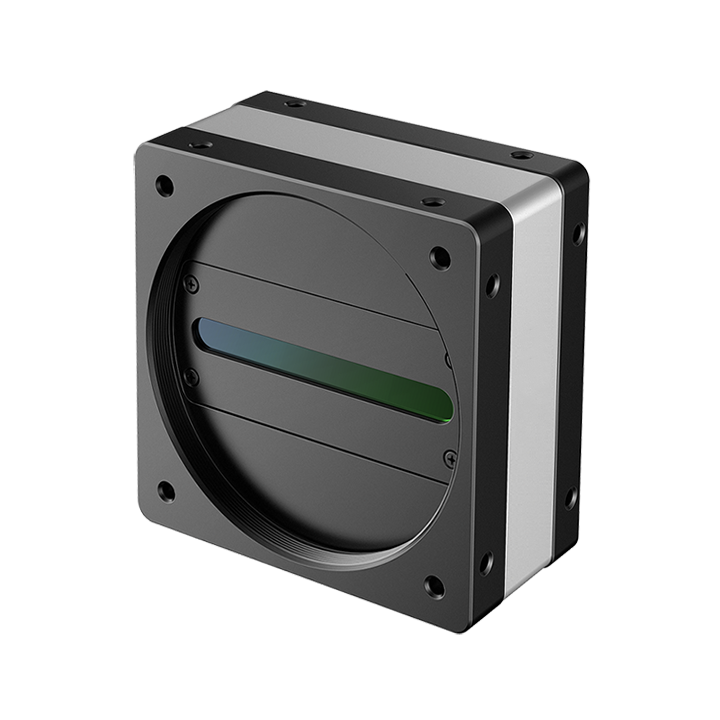
HIFLY machine vision cameras offer cutting-edge imaging technology designed to meet the demands of industrial applications. With advanced features like high-speed image capture and precise resolution, these cameras are ideal for tasks requiring accurate inspection, measurement, and automation. HIFLY cameras ensure reliability and durability, making them a trusted choice for industries worldwide, from electronics manufacturing to automotive and medical fields. These cameras enable improved productivity and reduced error rates, delivering the best results for your machine vision systems.
Get A Quote