High-Resolution Machine Vision Cameras for Industrial Use from HIFLY
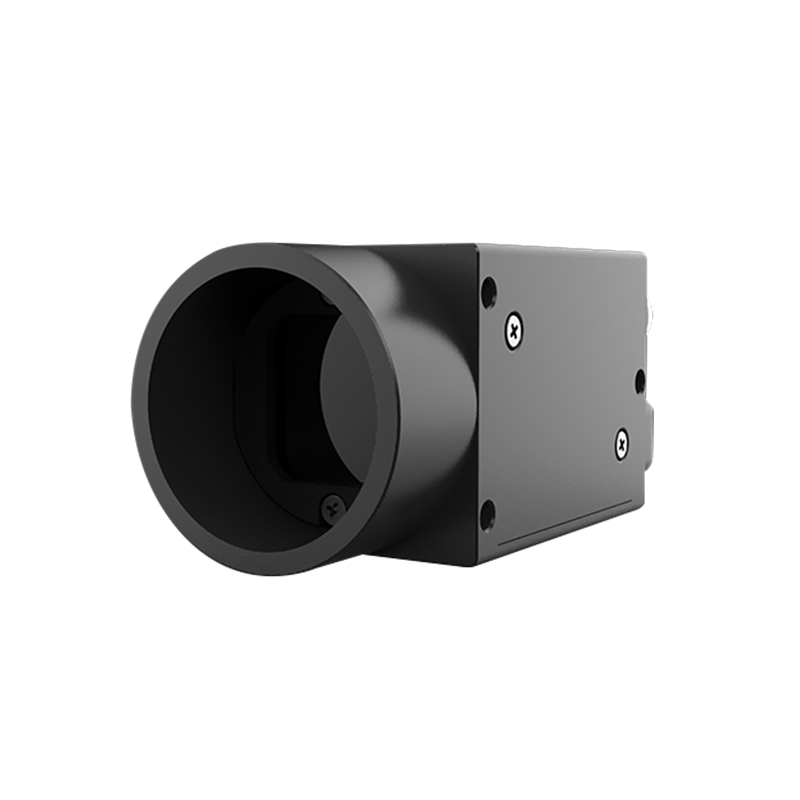
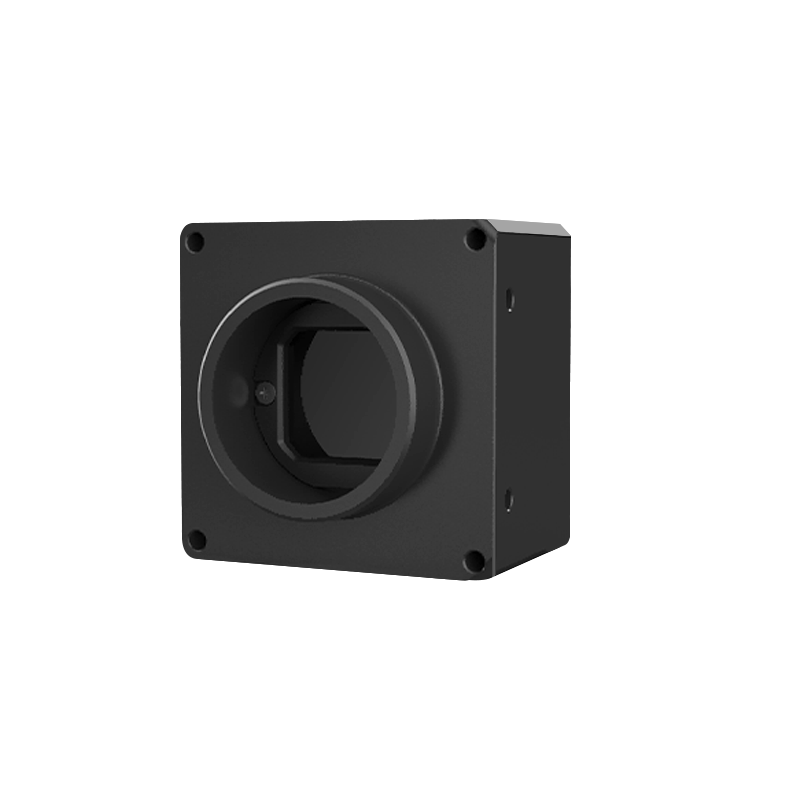
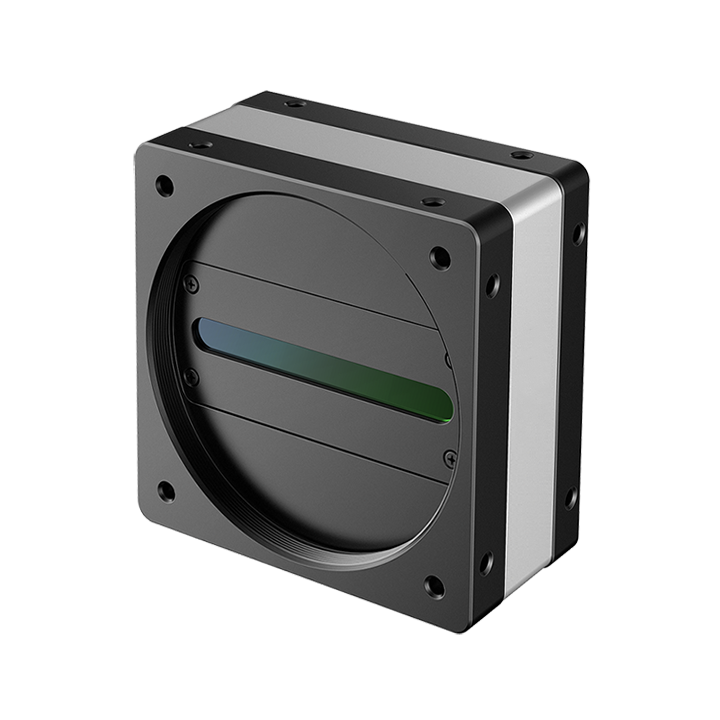
HIFLY provides high-resolution machine vision cameras tailored for industrial applications that demand superior image quality. These cameras are designed for use in environments requiring detailed visual analysis, such as quality control and automated inspection systems. HIFLY cameras combine performance and precision, allowing for easy integration into various vision systems. Whether for robotics, automotive, or packaging, HIFLY's machine vision cameras deliver the reliability and consistency necessary for high-volume production lines.
Get A Quote