Precision Machine Vision Cameras by HIFLY for Industrial Automation Solutions
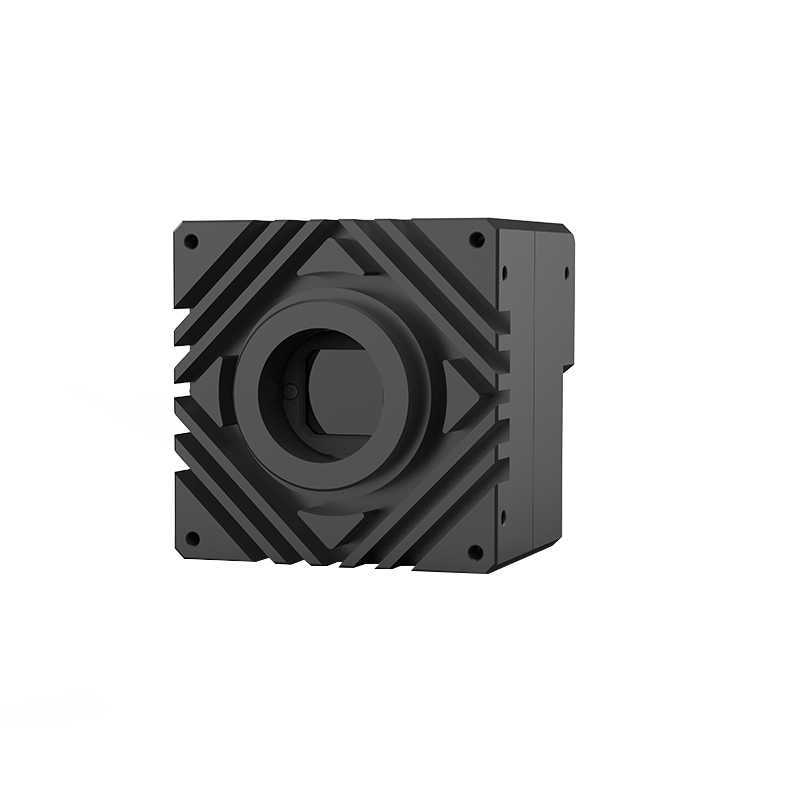
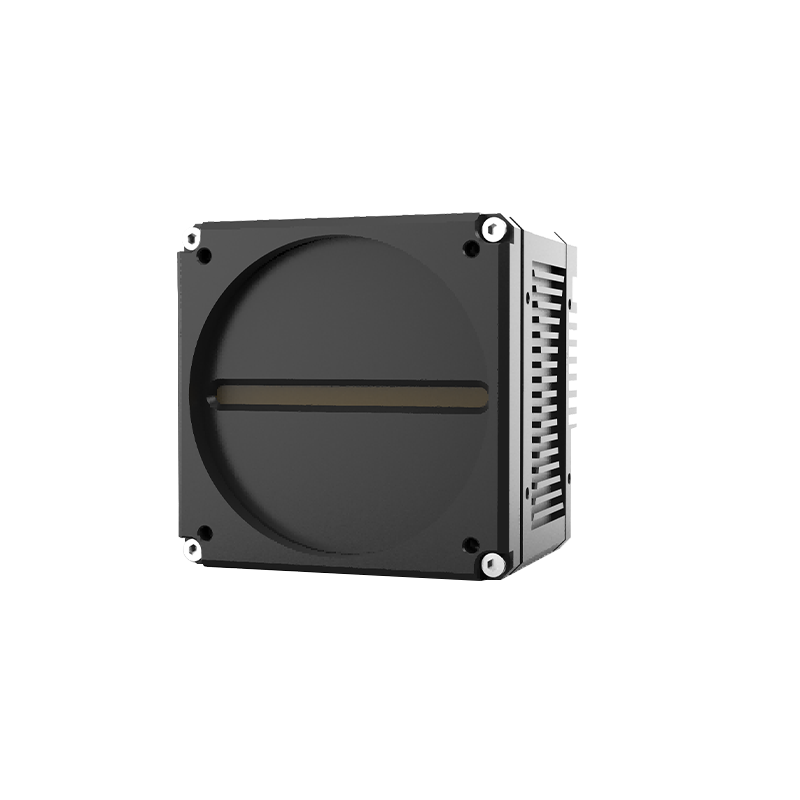
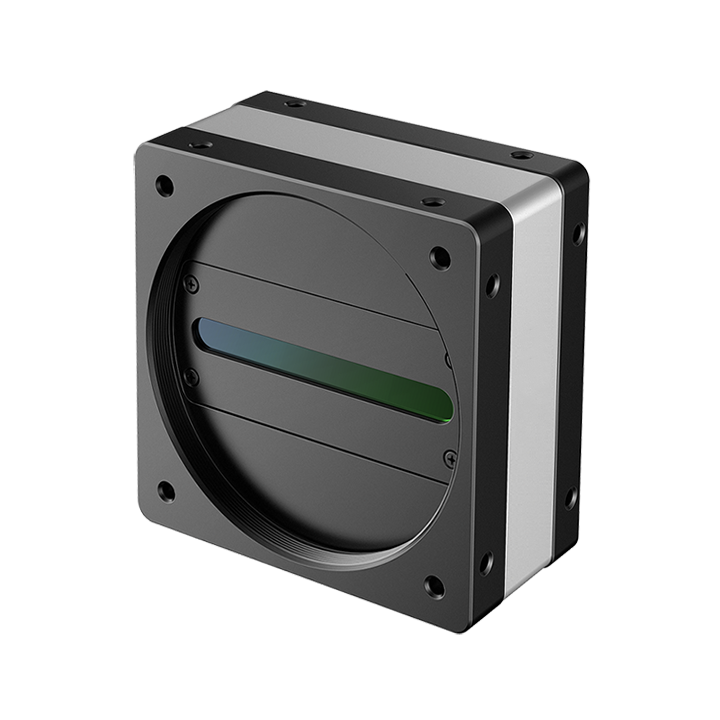
HIFLY machine vision cameras are synonymous with precision, designed specifically for industrial automation solutions that demand accurate visual analysis. These cameras are capable of capturing minute details at high speeds, making them indispensable in processes like defect detection and automated sorting. Their robust design ensures they can withstand harsh industrial conditions while maintaining superior image quality, helping businesses enhance their production efficiency and reduce waste.
Get A Quote