


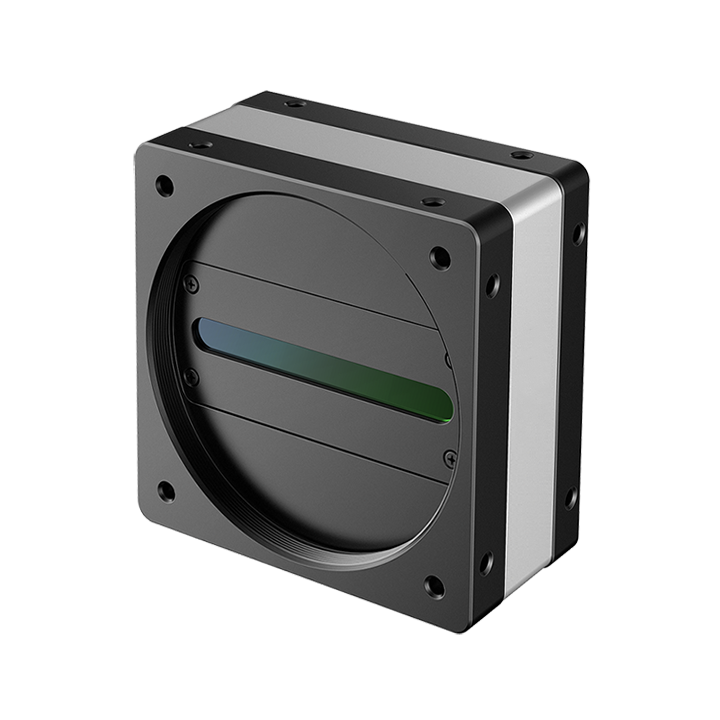
HIFLY Vision 10 Gige 8K line scan new product, engineers' favorite.
Discover the new HIFLY 10 GigE 8K line scan camera, designed for high-speed imaging applications, making it a favorite among engineers in the machine vision field.
View More