HIFLY High-Speed Machine Vision Cameras for Industrial Imaging Systems
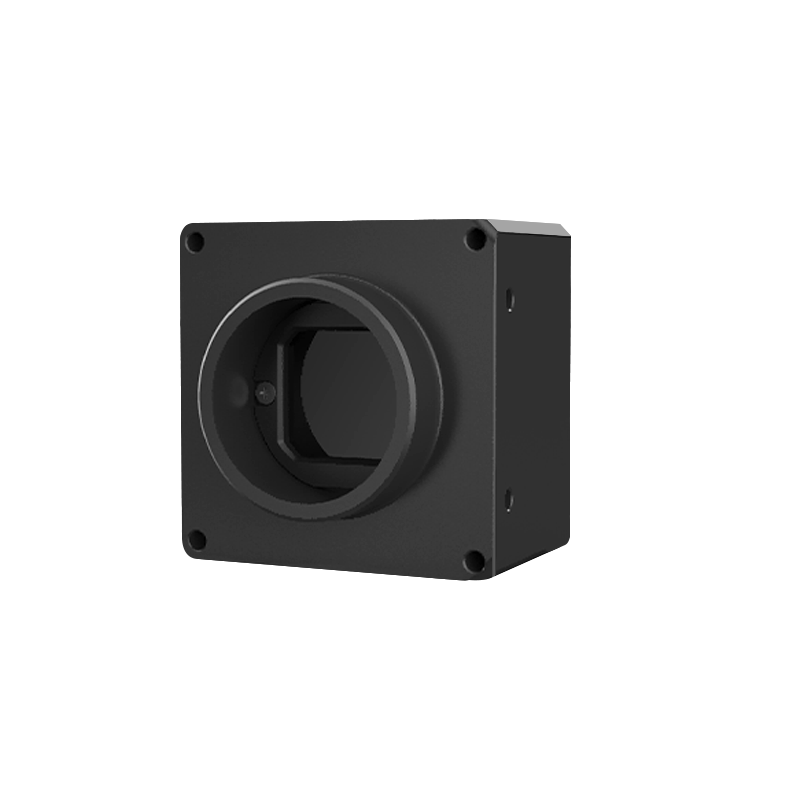
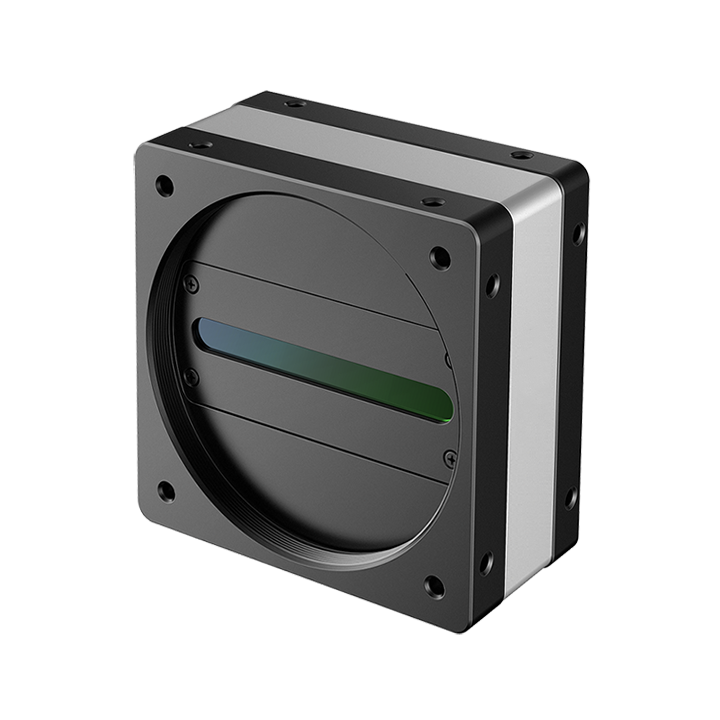
HIFLY's high-speed machine vision cameras are designed to handle demanding industrial imaging systems that require fast, accurate image capture. These cameras provide the speed and reliability needed for critical processes such as real-time monitoring and quality inspection. Ideal for manufacturing environments where every millisecond counts, HIFLY cameras are built to ensure smooth, efficient production without sacrificing image quality. They are the ideal choice for industries such as electronics, automotive, and packaging.
Get A Quote