Enhancing Industrial Inspection with HIFLY's Advanced Machine Vision Lighting Solutions
In the age of automation and smart manufacturing, the role of lighting in machine vision systems has become more crucial than ever. HIFLY, a trusted brand in the field of industrial imaging, offers a comprehensive range of machine vision lights designed to optimize inspection accuracy, operational efficiency, and system integration. Whether you need a high-intensity ring light, a uniform dome light, or a compact spot light for confined environments, HIFLY has tailored solutions to meet diverse industrial needs.
Why Lighting Matters in Machine Vision
Lighting is not merely an accessory in machine vision systems—it's a core component that defines image clarity, contrast, and feature visibility. Poor lighting can lead to image noise, false detections, or missed defects. That’s why selecting the correct lighting type is essential for high-performance inspection setups. HIFLY understands these challenges and engineers each machine vision light to address specific optical demands.
The HIFLY Lighting Portfolio
HIFLY’s machine vision lighting product line includes:
-
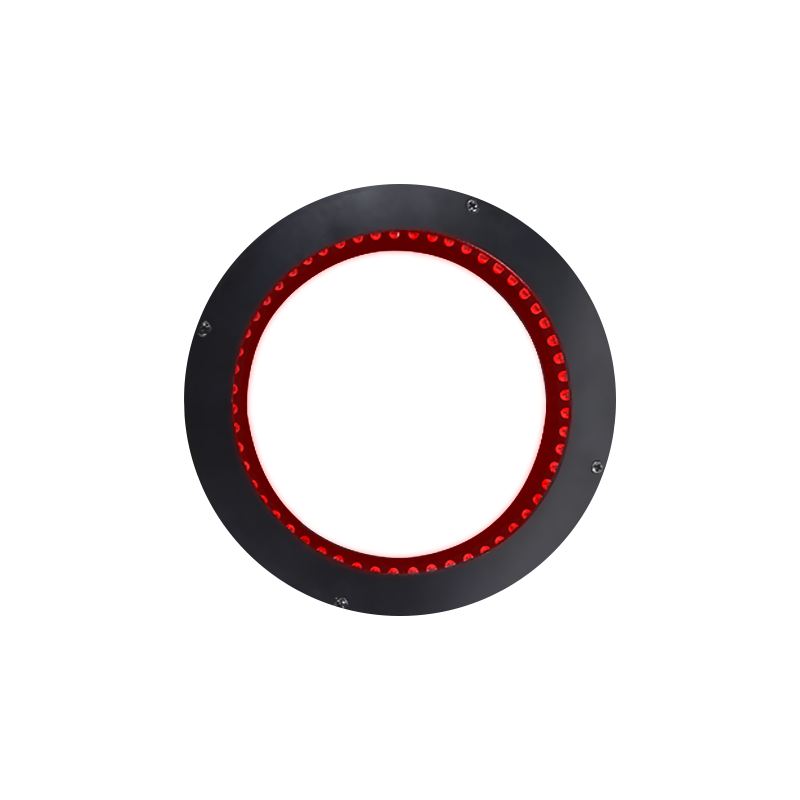
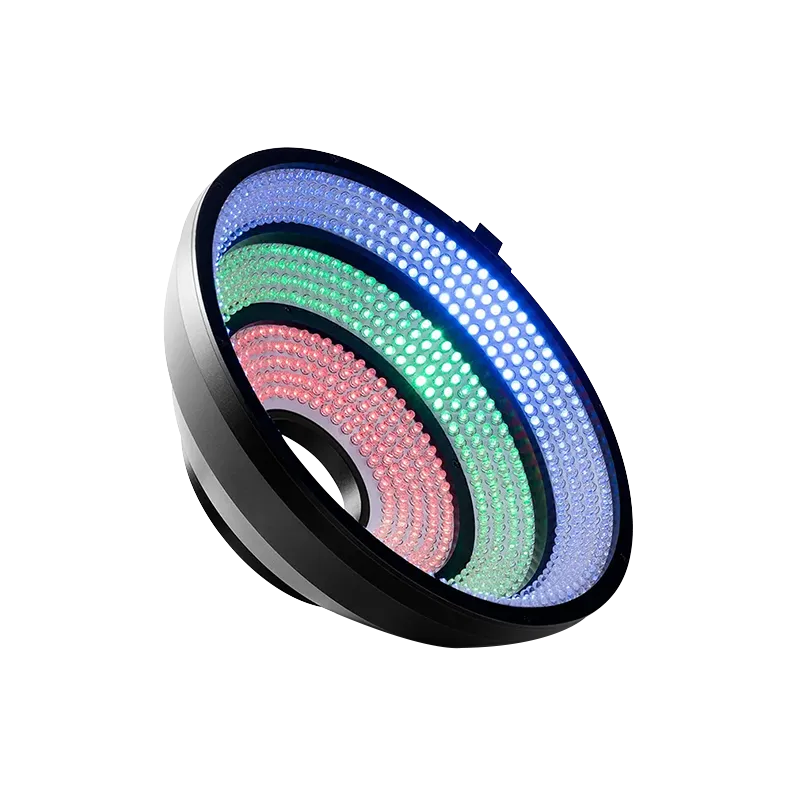
Ring Lights: Perfect for highlighting objects from multiple angles while reducing shadows. These are especially useful for flat surfaces and components needing uniform illumination. HIFLY’s machine vision ring lights are known for their intensity, durability, and competitive ring light price.
-
Bar Lights: Ideal for illuminating elongated objects or edge inspections. HIFLY bar lights provide flexible mounting options and customizable intensity for different setups.
-
Dome Lights: Used to eliminate reflections and shadows, especially on shiny or curved surfaces. HIFLY dome lights offer even diffuse illumination, which is critical for high-accuracy surface inspections.
-
Diffuse Ring Lights: A more advanced version of the ring light, designed to minimize glare while preserving detail. HIFLY diffuse ring lights deliver a balance of coverage and clarity.
-
Compact Spot Lights: These are designed for applications with limited space or where focused lighting is required. HIFLY compact spot lights are powerful and energy-efficient, making them ideal for precise feature detection.
Key Applications Across Industries
HIFLY’s machine vision lights are deployed across various sectors, including:
-
Electronics: Solder joint inspection, PCB alignment, and microcomponent placement
-
Automotive: Surface flaw detection, code reading, and assembly verification
-
Pharmaceutical: Packaging inspection, label verification, and fill-level checks
-
Logistics: Barcode reading, parcel sorting, and defect recognition
With lighting playing a pivotal role in each of these processes, HIFLY’s products help manufacturers maintain high standards while reducing inspection time and costs.
Advantages of Choosing HIFLY
-
Customizable Configurations: Whether you require a specific wavelength, size, or mounting orientation, HIFLY offers customizable lighting solutions tailored to your application.
-
High ROI with Competitive Pricing: HIFLY delivers industrial-grade lighting at reasonable ring light prices, helping businesses achieve long-term value and performance without excessive spending.
-
Consistency and Reliability: HIFLY lights are manufactured under strict quality control standards, ensuring consistent brightness, color temperature, and lifespan.
-
Seamless Integration: Designed with compatibility in mind, all HIFLY machine vision lights can be easily integrated into new or existing vision systems.
Final Thoughts
As machine vision continues to evolve, the demand for high-performance lighting solutions is on the rise. HIFLY stands out by offering an extensive range of machine vision lights that support advanced inspection technologies across multiple industries. From ring lights and dome lights to bar lights and compact spot lights, HIFLY lighting enhances visibility, accuracy, and productivity.
For businesses seeking dependable illumination with a smart cost-performance balance, HIFLY is the clear choice.