Choosing the Right Machine Vision Light: A Comprehensive Guide by HIFLY
In industrial automation, precision is everything—and that precision often starts with the right illumination. Selecting the ideal machine vision light can mean the difference between accurate detection and operational failure. HIFLY, a trusted leader in machine vision solutions, offers an expansive lineup of lighting options, including ring lights, bar lights, dome lights, and compact spot lights. Each product is carefully designed to enhance image acquisition and maximize inspection accuracy.
Why Lighting Selection Matters
The camera and software in a vision system rely entirely on the quality of the image captured. If lighting is inconsistent, shadowed, or too intense, even the best hardware can fail to detect critical features. That’s why it’s essential to understand which type of HIFLY machine vision light fits your unique application. Factors like object surface, environment, field of view, and inspection speed all influence the choice of light.
HIFLY’s Lighting Categories and Use Cases
Let’s break down the main lighting types HIFLY offers and when each is most effective:
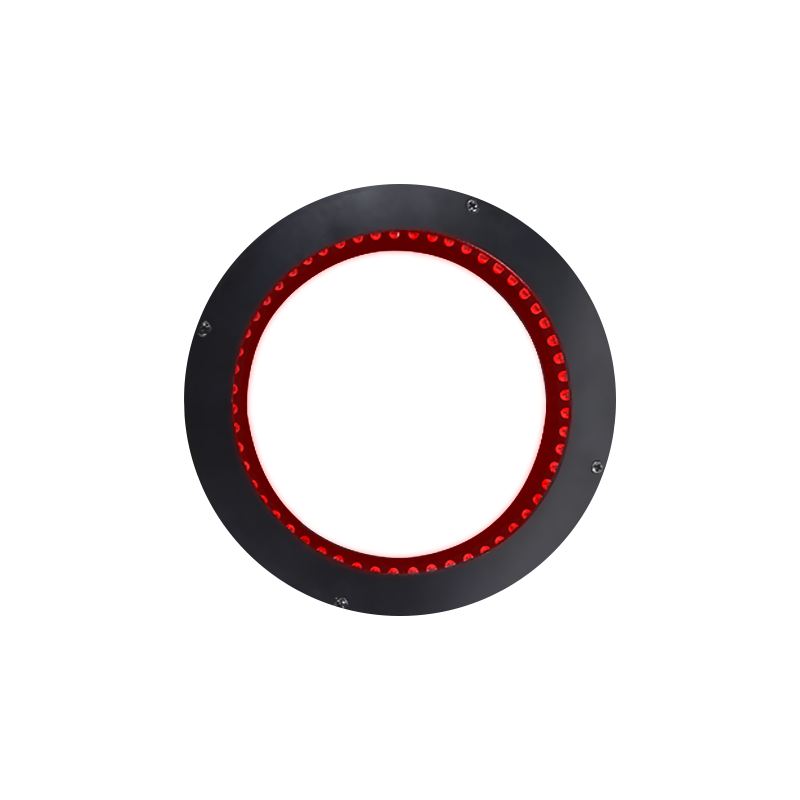
1. Ring Light
HIFLY’s machine vision ring lights offer 360-degree, uniform illumination. They are ideal for flat and reflective surfaces, helping reduce shadows and enhancing contrast. Common use cases include part presence verification, label inspection, and general surface evaluation. Thanks to HIFLY’s competitive ring light price structure, these lights provide an affordable yet powerful solution for high-volume industries.
2. Bar Light
Bar lights are often used when working with large or elongated objects. HIFLY bar lights are available in multiple lengths and brightness levels. Their linear design allows them to be mounted on either side of a conveyor, making them perfect for edge detection, texture analysis, or highlighting weld lines.
3. Dome Light
When dealing with curved, shiny, or uneven surfaces, glare becomes a significant issue. HIFLY dome lights create highly diffuse lighting that minimizes reflections and ensures even illumination across the entire object. These lights are ideal for applications such as inspecting bottle caps, polished metal surfaces, or blister packs.
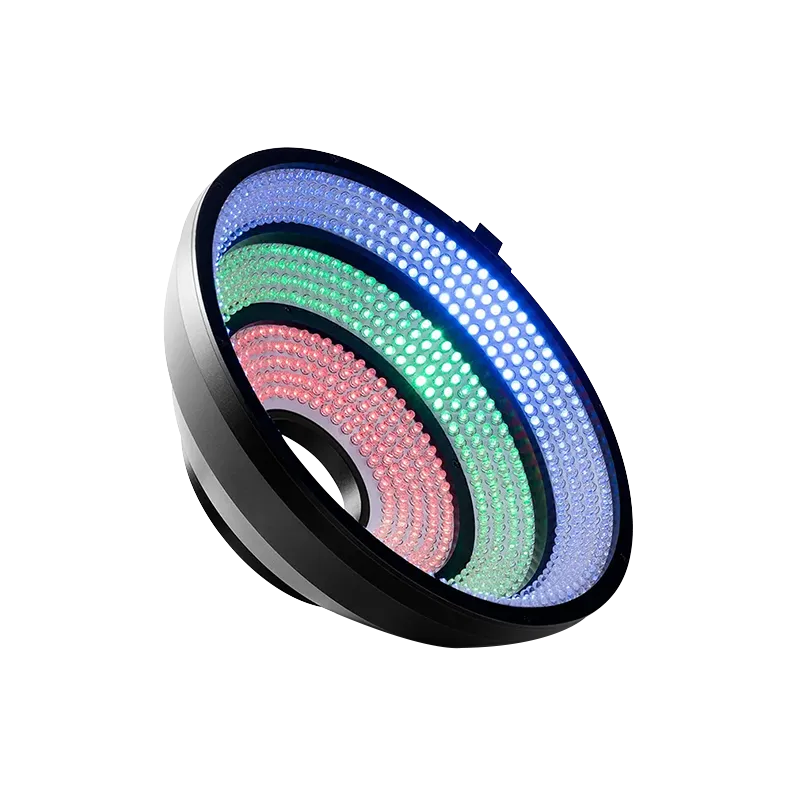
4. Diffuse Ring Light
HIFLY’s diffuse ring lights offer the benefits of a ring light with additional diffusion for glare-prone surfaces. They are especially useful in electronic assembly inspections or small-part imaging, where detail visibility is crucial.
5. Compact Spot Light
For systems that require focused lighting in small areas, HIFLY’s compact spot lights are the ideal choice. These are particularly effective in machine vision setups with limited installation space or that require high-intensity light over a small field. They are often used in print inspection, pin detection, or screw alignment.
Tips for Choosing the Right HIFLY Light
-
Assess Object Properties: Highly reflective surfaces require diffused lighting (dome or diffuse ring), while textured or matte surfaces work well with ring or bar lights.
-
Consider System Space: Use compact spot lights when space is limited or when localized lighting is sufficient.
-
Balance Budget and Performance: HIFLY offers a range of options to meet performance goals while keeping ring light prices and overall system costs in check.
Why Engineers Trust HIFLY
HIFLY machine vision lighting is known for its durability, precise engineering, and consistent illumination. Customers benefit from:
-
Wide customization options
-
Long operational lifespans
-
Uniform light output across entire fields
-
Expert consultation for choosing the right light
Whether you're retrofitting an existing machine vision system or designing a new one, HIFLY ensures you have the lighting tools necessary to achieve maximum performance.
Conclusion
The right light is not just about brightness—it's about balance, positioning, and application alignment. HIFLY's diverse selection of machine vision lights, from high-efficiency bar lights to high-performance dome lights, empowers industrial engineers and automation teams to optimize inspection reliability.
Invest in clarity. Invest in HIFLY.