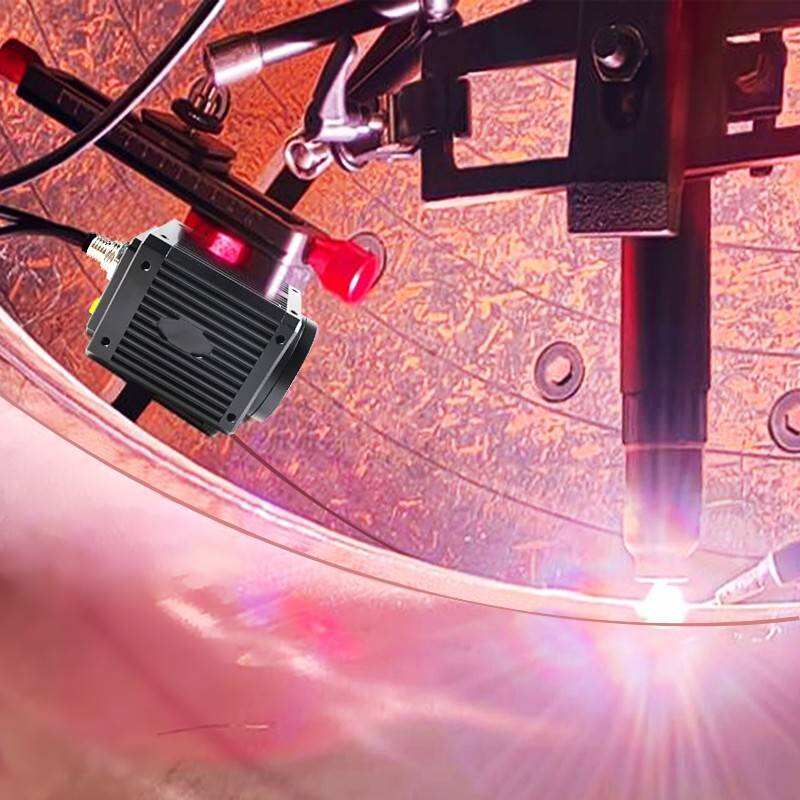


Applications of Machine Vision Cameras in Industrial Automation
HIFLY high-performance machine vision cameras enhance precision manufacturing, assembly line monitoring, and sorting/inspection processes, optimizing industrial automation with advanced imaging technology.
View More